
Это как с головной болью у человека. Чтобы ее вылечить, нужно разобраться с настоящей причиной болезни. А возможных причин целое множество. Так и с прилипанием электродов во время сварки. Что случилось, и почему прилипает электрод – такой вопрос может возникнуть не только у новичков, но и у вполне опытных мастеров.
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
- низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.

Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Самая частая причина залипания – использование трансформаторных аппаратов, у которых нет и не может быть точных настроек. Но и с современными инверторными аппаратами с правильными настройками и системой антизалипания такая неприятность тоже может случиться. Причины в таких случаях намного проще и связаны они вовсе не с аппаратом.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
- Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
- Второй – старый расходник с обсыпавшейся обмазкой. Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет. Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
- Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!


Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
Таким образом сварщики пытаются не пережечь металл во время процесса. Малой силы тока не хватает, чтобы зажечь дугу. Даже если дуга подожглась, она будет сразу же затухать, что приведет к немедленному прилипанию расходника. Особенно ярко такая беда проявляется при использовании тонких кончиков.
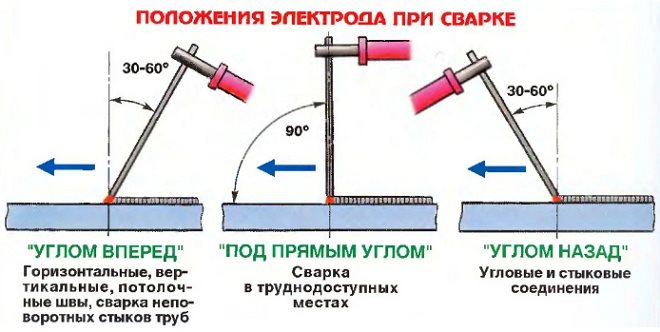
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
Лечение и профилактика залипания электродов

Прежде всего избавляемся от ненужной влаги. Прокалку расходников часто делают дома в духовке при температуре 180 – 200°С. Конечно, домашняя духовка лучше, чем ничего. Но такой способ – не лучший вариант просушки с технологической точки зрения. Оптимальной была бы специальная печка для прокалки сварочного материала.
Для работы с такими печками есть свои правила. Если у электродов покрытие основное, их нужно прокаливать в течение двух часов при температуре 250°С. Перед началом прокалки нужно уточнить в спецификациях предел текучести данных расходников, он должен быть не выше 355 N/мм. Нужно уточнить, что все вышесказанное касается высоколегированных расходников. Низколегированные виды в прокалке не нуждаются.
Всех этих «печных» сложностей можно избежать полностью, если выполнять правила хранения и вскрытия упаковок расходников. Здесь всего одно правило: после вскрытия полиэтиленовой влагонепроницаемой упаковки с электродами можно работать в течение 8-ми часов без опасения за их состояние.
Если время после вскрытия упаковки превышает 8-часовой рубеж, расходники лучше прокалить в течение одного часа с температурой всего 100°С – «береженного бог бережет». Лучшие электроды для инверторной сварки – это расходники, которые правильно хранили.

Об условиях хранения сварочных расходников нужно сказать отдельно. Самое оптимальное решение – специальные отдельные склады, которые нужно отапливать зимой и поддерживать сухой воздух с постоянной температурой не ниже 14°С. Влажность не должна превышать 50-ти процентов. Понятно, что без кондиционеров таким складским помещениям не обойтись. Чаще всего расходники уложены штабелями.
В этом случае особое внимание должно быть направлено на нижние коробки. Если соблюдать все требования по хранению, у электродов срок годности может стать неограниченным. Но даже в этом случае лучше предварительно опробовать «старые» электроды после долгого хранения перед основными сварочными работами. Такая проверка ни к чему не обязывает, она простая и быстрая. Зато вы сможете избежать одного из самых неприятных вопросов в работе с металлами: почему опять прилипают электроды при сварке инвертором?
Правильная настройка силы тока и напряжения – также обязательная процедура в рамках профилактики залипания электродов. К этой же группе действий можно отнести и отработанную технологию поджига дуги.
А что там с инверторным аппаратом?
Огромный выбор инверторных аппаратов на рынке в определенной степени усложняет его выбор: здесь начинает действовать симптом «глаза разбегаются». Особенно это касается не очень опытных мастеров, которые не сталкивались с проблемой залипания электродов, а только читали о ней.
А между тем требования к инверторным аппаратам вполне конкретные, так что выбрать и приобрести правильный аппарат вполне возможно. Так, чтобы знакомство с залипанием так и осталось чисто теоретическим и вопрос «почему залипает электрод» никогда не вставал на профессиональном пути в дальнейшем.

Вот требования к инверторному аппарату, которые снизят риск:
- Функция антистик или антизалипание: при залипании ток автоматически сбрасывается до нулевого значения, в результате чего сохраняется электрод и сам инвертор. Сюда же входит и функция импульсного увеличения сварочного тока, которая не дает прерваться сварочному шву, если дуга готова прерваться.
- Функция горячего старта для быстрого и качественного розжига дуги.
- Автоматический выключатель – в том числе защита от перегрева.
- Диапазон питающего напряжения от 160 до 250 В для работы при сетевых скачках электропитания.
Рейтинг электродов для инвертора
Рейтинги электродов публикуются постоянно, в разных источниках они могут значительно отличаться друг от друга.

Не претендуя на объективность, «среднеарифметический» рейтинг выглядит следующим образом:
- рутилово-целлюлозные расходники от знаменитой шведской фирмы ESAB;
- американские Omnia 46 от концерна Lincoln Electric;
- российские ОЗС-12;
- российские электроды Ресанта МР-3;
- УОНИ–13/55;
- АНО: самые популярные в России.
Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!







